In unserer technischen News-Serie "Modulmontage" gehen wir auf die Herausforderungen und Optimierungspotenziale bei der automatisierten Produktion von Batteriesystemen ein. Zur Montage des kompletten Batteriemoduls sind zahlreiche Vormontageprozesse notwendig. Auch das sogenannte Zellkontaktiersystem (ZKS) muss vorab montiert werden. ZKS sind im Batteriemodul für die Verschaltung der einzelnen Batteriezellen zuständig. Je nach Fahrzeugdesign und Anforderung der OEMs gibt es unterschiedliche Anordnungen der Zellen entsprechend der Platzverhältnisse im Fahrzeug, eine Parallel- oder Reihenschaltung ist möglich. Die Zellen werden zu Einzel- oder Doppelmodulen zusammengesetzt und sind für den Einsatz in Speichern von Hybridfahrzeugen (HEV/PHEV), in rein elektrischen Fahrzeugen (BEV) oder im Non-Automotive Bereich geeignet.
Modulmontage - PART 3 | Das Zellkontaktiersystem: vom Vormontageprozess bis zur Integration in das Batteriemodul
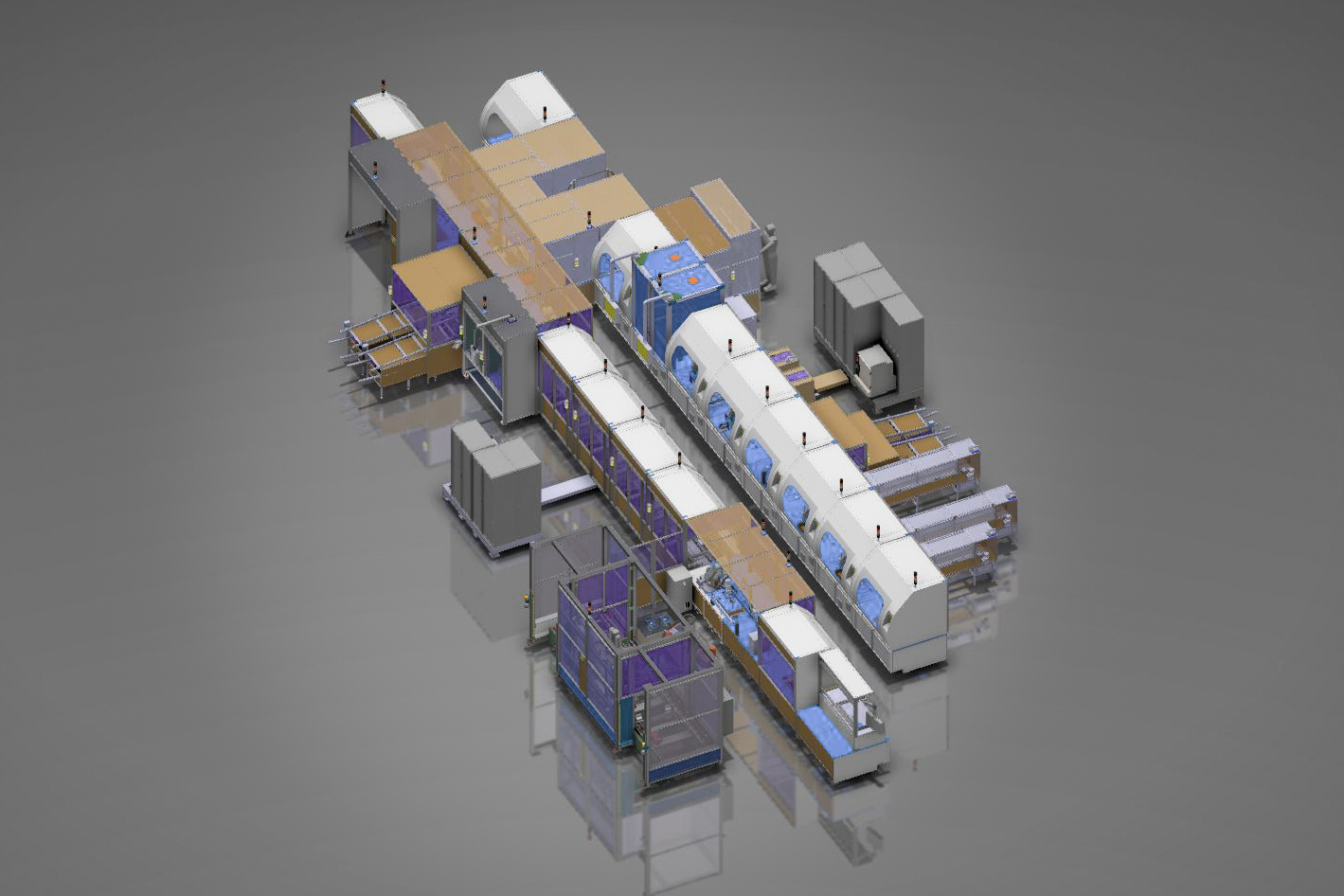
Die Vormontage des Zellkontaktiersystems
Die Vormontage des Zellkontaktiersystems erfolgt hochautomatisiert auf vorgelagerten Produktionslinien. Die Vormontagelinien sind entweder direkt mit der Endmontage der Batteriemodule verbunden oder als eigenständiger Anlagenteil ausgelegt. Je nach Konzept werden nach der automatischen Zuführung von Zellverbindern und Stromabgriffen die Grundkörper der ZKS mit Spannungsabgriffen und Temperatursensoren bestückt. Das Umsetzen der vormontierten Zellverbinder in das ZKS-Trägerteil findet automatisch statt. Ultraschall- oder Heißverstemmprozesse bieten die optimale Lösung zur Verbindung der Trägerteile, die dem Schutz der Zellverbinder dienen und die Einzelkomponenten zum fertigen Zellkontaktiersystem komplettieren. Nach der Bauteilkennzeichnung zur Rückverfolgbarkeit werden die Produktionsdaten an das MES (Manufacturing Execution System) übertragen und die Zellkontaktiersysteme aus der Anlage ausgegeben.
Integration des Zellkontaktiersystems in das Batteriemodul
Die Verkettung der Vormontagelinie für Zellkontaktiersysteme mit der Batteriemontage wird je nach Produktionskonzept unterschiedlich umgesetzt. Fahrerlose Transportsysteme (FTS) eignen sich zur autonomen Verbindung der Anlagenstränge. Auch eine Ausgabe in Trays oder Paletten ist umsetzbar, alternativ werden die ZKS über Pufferstrecken direkt an die nachgelagerte Modulmontage übergeben. In der Schweißzelle der Montagelinie für Batteriemodule werden die Zellverbinder über Niederhaltermasken auf den Zell-Terminals fixiert und der für den Prozess notwendige Null-Spalt sichergestellt. Anschließend wird das vormontierte ZKS durch Laserschweißprozesse mit den Terminals des Cell Stacks verbunden. Zudem werden je nach Bauteildesign Spannungsabgriffe zur späteren Anbindung der CSC (Cell Supervision Circuits) geschweißt.
 Intelligentes Datenmanagement zur Rückverfolgung der Produktionsdaten
Intelligentes Datenmanagement zur Rückverfolgung der Produktionsdaten
Um die Anforderungen an die Prozess- und Bauteilsicherheit der sensiblen Komponenten zu erfüllen, ist hier ein intelligentes Datenmanagement inklusive Rückverfolgbarkeit integriert. Während der Produktion findet eine vollständige Datenerfassung und Prozessüberwachung statt. So ist eine Einzelteilrückverfolgung von sicherheitsrelevanten Einzelteilen möglich. Diese Daten werden an ein übergeordnetes Produktionsleitsystem im Kundenwerk übermittelt.
Weitere Teile aus der News-Serie "Modulmontage"
- Modulmontage - PART 1 | Vorbereitungsprozesse für die Batteriemontage aus prismatischen Zellen
- Modulmontage - PART 2 | Stacking and Welding: Hohe Anforderungen an Prozess-Sicherheit und Qualität
- Modulmontage - PART 4 | End of Line Tests garantieren korrekte Verarbeitung bei der Produktion von Batteriemodulen


