

灵活的设计使其能够衍生出多种不同的款式。
AKE technologies GmbH 的自动化专家从最初的概念阶段就专注于灵活的系统设计。采用柔性送料器或带摄像头识别功能的传送带的独立于型号的送料系统,能够将多种组件型号集成到同一条生产线上。冗余送料系统设计进一步提高了灵活性,并最大限度地缩短了设置时间。.
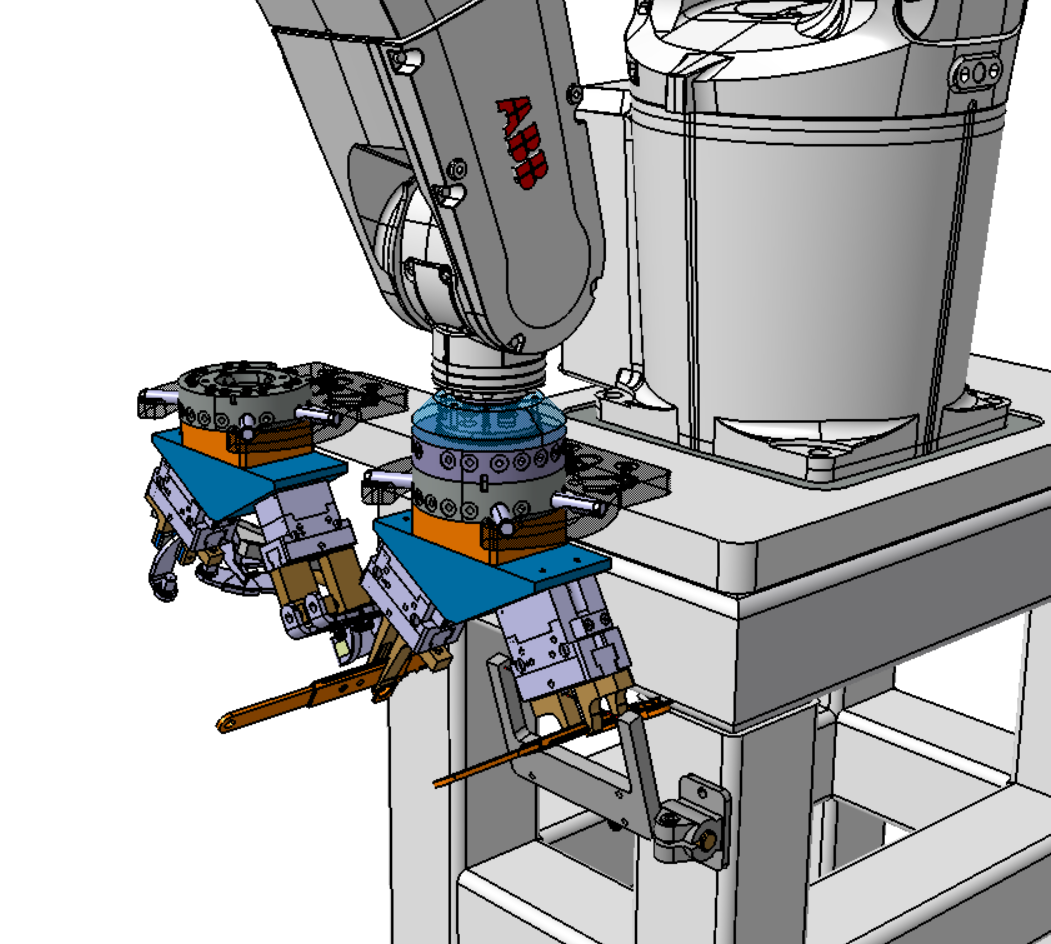 根据应用场景,系统会安装智能的、与组件型号无关的夹爪和搬运系统,这些夹爪和搬运系统能够自动调整其夹持位置以适应不同的组件型号。为了节省时间,机器人系统上必要的夹爪更换也实现了自动化。手动设置流程也尽可能地简化,例如采用设置台车的设计。成本较高的组件直接集成到基础系统中,而可互换的设置台车则配备了特定于组件型号的装配夹具。当生产过程中发生组件型号变更时,只需更换受影响的工位即可。.
根据应用场景,系统会安装智能的、与组件型号无关的夹爪和搬运系统,这些夹爪和搬运系统能够自动调整其夹持位置以适应不同的组件型号。为了节省时间,机器人系统上必要的夹爪更换也实现了自动化。手动设置流程也尽可能地简化,例如采用设置台车的设计。成本较高的组件直接集成到基础系统中,而可互换的设置台车则配备了特定于组件型号的装配夹具。当生产过程中发生组件型号变更时,只需更换受影响的工位即可。.此外,智能运输系统仅允许访问与组件型号相关的工位,跳过无关的工序。这种方法可以减少系统中所需的工件搬运车数量。.
对产量波动做出快速反应
工厂设计方案灵活,可适应不同的生产规模。这使得工厂能够考虑产能爬坡曲线。一种简单的解决方案是采用U型布局,并灵活部署操作人员。工厂本身也设计成可扩展的。这种智能化的工厂设计方案能够同时考虑产能爬坡和下降阶段。根据需求,工厂会逐个工位进行扩建,直至达到生产高峰年。之后,会移除部分工位以缩小工厂布局,从而减少所需的占地面积。.
在设计阶段就已经考虑了未来系统升级的可能性。工作站采用可扩展设计,能够根据生产量进行调整。模块化系统理念确保即使生产量大幅增长,也能实现简单快捷的响应。.
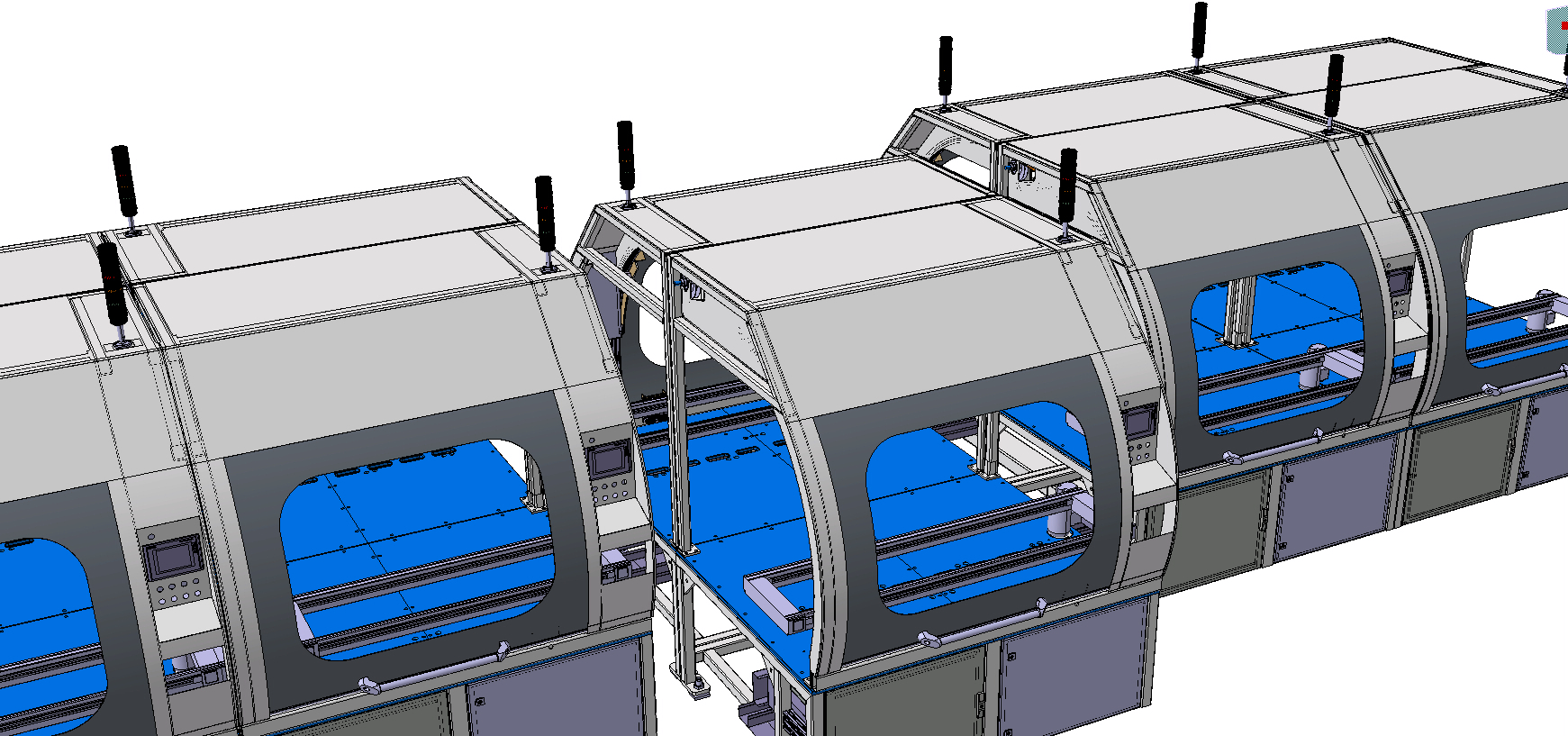 AKE标准单元采用灵活的组装方案,可轻松集成额外的加工工位,以满足规格、产量和组件种类的变化需求。得益于AKE灵活的系统设计理念,即使不预先考虑基础系统设计,也能进行后续的扩展。每个单元都拥有独立的介质供应和控制系统,从而实现快速简便的集成,并最大限度地减少停机时间。.
AKE标准单元采用灵活的组装方案,可轻松集成额外的加工工位,以满足规格、产量和组件种类的变化需求。得益于AKE灵活的系统设计理念,即使不预先考虑基础系统设计,也能进行后续的扩展。每个单元都拥有独立的介质供应和控制系统,从而实现快速简便的集成,并最大限度地减少停机时间。.运输系统的正确选择对于工厂的灵活性至关重要。通过并行站点、不同组件变体的切换或站点的多用途使用,可以最大限度地提高工厂的灵活性。.
 +49 851 95584-0
+49 851 95584-0 info@ake-technologies.de
info@ake-technologies.de Adolf-Höllinger-Straße 3, D-94034 Passau-Patriching
Adolf-Höllinger-Straße 3, D-94034 Passau-Patriching